Bảng tra mũi khoan với taro hệ inch rất quan trọng. Giúp fan sử dụng lựa chọn các mũi khoan và taro phù hợp; cho các bước của chúng ta trong hệ đo lường...
Bạn đang xem: Bảng tra mũi khoan và taro
Bảng tra mũi khoan với taro hệ inch vô cùng quan trọng. Giúp tín đồ sử dụng lựa chọn các mũi khoan cùng taro phù hợp; cho các bước của bọn họ trong hệ đo lường inch. Dưới đây là một số bảng tra để các bạn tham khảo.
Bảng tra mũi khoan với taro hệ inch
Bảng tra mũi khoan và taro hệ inch 2023
| Kích thước (inch) | Đường kính ko kể (OD) | Đường kính vào (ID) | Số luồng/inch (TPI) | Bước ren (Pitch) |
| 1/8 | 0.405 | 0.263 | 27 | 0.03704 |
| 1/4 | 0.540 | 0.401 | 18 | 0.05556 |
| 3/8 | 0.675 | 0.526 | 16 | 0.0625 |
| 1/2 | 0.840 | 0.654 | 14 | 0.07143 |
| 5/8 | 1.050 | 0.777 | 11 | 0.09091 |
| 3/4 | 1.050 | 0.902 | 10 | 0.100 |
| 7/8 | 1.375 | 1.129 | 9 | 0.11111 |
| 1 | 1.375 | 1.337 | 8 | 0.125 |
| 11/8 | 1.625 | 1.589 | 7 | 0.14286 |
| 11/4 | 1.625 | 1.839 | 7 | 0.14286 |
| 13/8 | 1.875 | 2.089 | 6 | 0.16667 |
| 11/2 | 1.875 | 2.339 | 6 | 0.16667 |
| 13/4 | 2.125 | 2.589 | 5 | 0.2 |
| 2 | 2.375 | 2.839 | 4.5 | 0.22222 |
| Lưu ý: Bảng này chỉ cung ứng một số form size phổ biến. Không bao hàm tất cả các kích thước mũi khoan với taro ren có thể có. Bạn cũng có thể sử dụng bảng này như một tham khảo. Để lựa chọn mũi khoan với taro ren phù hợp; cho công việc của mình trong hệ đo lường inch. |
Ý nghĩa từng thông số:
Kích thước (inch): Đây là size của taro ren được hướng dẫn và chỉ định bằng đơn vị inch. Ví dụ: 1/8 inch, 1/4 inch, 3/8 inch, với như vậy.Đường kính không tính (OD): Đây là đường kính của phần bên phía ngoài của taro ren; được đo bằng đơn vị inch. Đường kính ngoài xác định kích thước của lỗ nên ren để chứa taro ren tương ứng.Đường kính trong (ID): Đây là đường kính của phần bên phía trong của taro ren; được đo bằng đơn vị inch. Đường kính trong khẳng định kích thước của trục hoặc thiết bị liệu sẽ tiến hành ren để tạo mối nối cùng với taro ren.Số luồng/inch (TPI): Đây là số lượng luồng (rãnh ren) gồm trên từng inch của taro ren. Số luồng/inch ra quyết định độ chặt của mọt ren và biện pháp lắp ráp của taro ren vào lỗ.Bước ren (Pitch): Đây là khoảng cách giữa hai luồng ren liên tiếp; được đo bằng đơn vị chức năng inch. Bước ren khẳng định khoảng cách di chuyển của taro ren bên trên trục hoặc vật tư khi được căn vặn vào lỗ ren.Tham khảo chi tiết bảng tra mũi khoan mang đến taro hệ inch bên dưới đây:
Taro là gì?
Theo công ty thu mua phế liệu Việt Đức đọc thì Taro nghĩa là câu hỏi dùng mũi khoan thép gió ( thường gọi là mũi taro) để tạo ra ra quá trình ren có 2 lần bán kính khác nhau, bọn chúng thường bé dại hơn 20nm trở xuống. Vào đó, mũi Taro sẽ đóng phương châm như một phương pháp để tiến hành công việc. Luật dùng để triển khai là một tay quay call là tay xoay taro. Mũi khoan giờ đồng hồ anh là countersink.Taro được sử dụng rộng thoải mái trong ngành tối ưu cơ khí mặc dù gần như chỉ có những kỹ sư cơ khí hoặc người thường xuyên sử dụng mang lại nó mới làm rõ được thuật ngữ này. Và bài toán 1 tín đồ chưa dùng tới rành mạch được đạc tính, công dụng và giá trị của nó rất khó. Nhiều người tiêu dùng khi tìm đến cơ sở thu mua phế liệu hợp kim của Việt Đức cũng không hề biết cực hiếm thật về mũi taro.
Mũi khoan taro là gì?
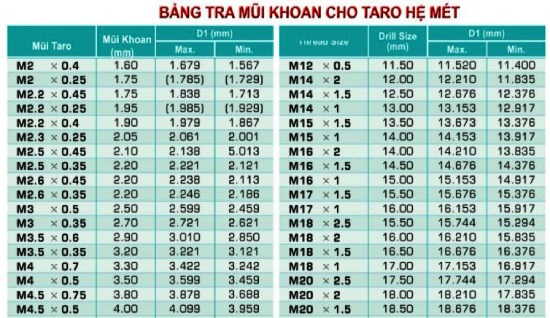
Mũi khoan ta ro là dụng cụ dùng để làm tạo ra taro ren. Theo hệ mét (m), trên thị phần có các cỡ phổ cập như M1.5 ; M2; M2.5 ; M3 ; M4 ; M5 ; M6 ; M8 với M10 ;…¤ Ví dụ: Mũi taro M1 hiểu là “Mũi taro Mơ 1”. Không đọc là mũi taro 1 ly.

Các nhiều loại mũi taro trên thị trường được phân minh nhờ các tiêu chí sau:
Đường Kính (D1): Từ 8 mm; 11 mm; 14 mm; 18 mm; 23 mm; 26 mm
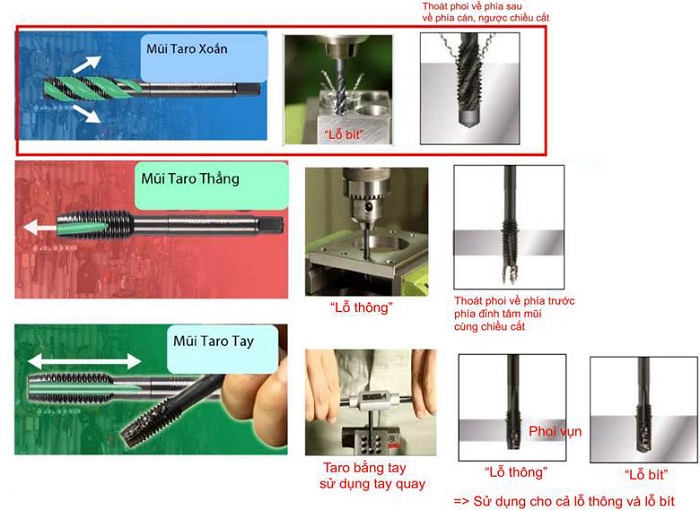
Mũi taro ngược cùng mũi taro xoắn khác biệt ntn?
Mũi taro xoắn thông thường có rãnh xoắn cuốn quanh đường trung khu mũi taro theo phương thức hình lò xo,. Còn Mũi taro ren ngược hay có cách gọi khác là (mũi taro ren trái) thì khác. Bạn cũng có thể xem hình dưới đây để phân biệt
Cấu tạo của bộ mũi khoan Ta rô
Taro thường được gia công thành bộ, mỗi cỗ taro có 3 chiếc riêng được gia công bằng thép Cacbon Y12 hoặc thép gió tôi cứng. Mỗi cái ta rô chia ra làm 3 phần có kết cấu và tính năng khác nhau.
Đầu taro là phần tất cả ren hợp kim đảm nhận công tác làm việc cắt gọt tạo nên ren ốc.Tất cả các mũi khoan taro được làm bằng thép gió HSS 6542, tức thép mét vuông là hợp kim của sắt, cô-ban, c-rôm, va-na-đi, volfram với lượng chất Mô-lip-đen cao. Trang bị liệu này còn có độ cứng phần đông không đổi khi ma liền kề làm ánh nắng mặt trời của mũi taro lên cao nên rất phù hợp trong môi trường xung quanh công nghiệp. Đây là thiết bị liệu phổ biến nhất để sản xuất mũi phay cắt trong loại thép gió mô-lip-đen với độ cứng lên tới mức 63-65 bên trên thang Rockwell C, chất lượng độ bền uốn đến 4700 MPa.Cổ taro là phần không tồn tại ren, có tiết diện tròn, phần này dùng làm khắc trị số con đường kính, bước ren ốc và các loại taro.Phần lưỡi cắt và phần mũi khoan được cách xử trí bề mặt bằng phương pháp phủ titanium nitri (TiN) để tăng cường độ trơn, tăng nhân tài chống mài mòn cùng tăng công suất sử dụng lên tới 6 lần.
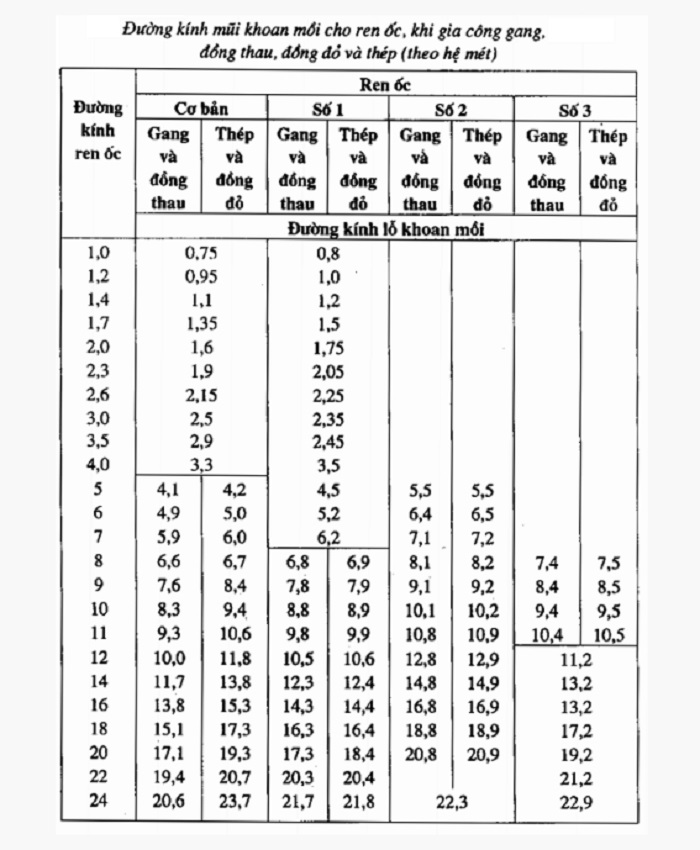
Bảng 2 lần bán kính mũi khoan
Các một số loại mũi khoan Taro: vận dụng của mũi taro ren ốc
Ta rô được dùng làm cắt ren và sửa mang đến đúng ren vào lỗ. Theo kết cấu và thực hiện người ta thường chia Ta rô ra làm các kiểu đa số sau:
Ta rô ren ống: dùng để cắt ren ống trên ống và các ngàm nối.Ta rô ren côn: dùng làm cắt ren cônTa rô kết cấu lắp ghép điều chỉnh, không điều chỉnh và từ mở(đầu cắt ren trong).Ta rô tay: dùng làm cắt ren bằng tay, thường xuyên đi theo bộ gồmmột, nhị hoặc cha chiếc.Ta rô máy: dùng để làm cắt ren của các cụ thể khác nhau trênmáy hoặc bởi khoan hơi giỏi khoan điện.Ta rô đai ốc: dùng làm cắt ren của đai ốc bên trên máy giảm ren đaiốc; chúng được chế tạo theo các loại chuôi ngắn, chuôi dài, chuôicong.Ta rô bàn ren cùng sửa ren: dùng để làm cắt ren với sửa đúng ren củabàn ren.Ta rô sửa đúng: Để sửa đóng và làm sạch ren trong những chi tiếtkhác nhau, đã được thiết kế sơ bộ trước bằng các dụng chũm cắt ren
Ta rô quan trọng (kép, có bậc, gồm ren ngăn cách để cắt ren hìnhthang, hình vuông vắn và những dạng prôfin khác….)
Phương pháp cắt ren bằng bàn ren và ta rô ren
1. Phương thức cắt ren ngồi bởi tay
Để bắt nghịch với cách thức này, bọn họ cần kiểm tra 2 lần bán kính của phôi đang đúng chưa, phương diện phôi cần phải có vi cứng ko , phương diện dầu của phôi phải được vần 1 mép từ một ÷ 2 milimet với góc vạt 450.Vừa trở lại phía yêu cầu vùa ấn nhẹ cho phần đông rang dầu cắt vào vật phần đa đường ren dầu tiên từ 1 ÷ 1,5 vòng giảm của bàn ren, hoàn toàn có thể cắt không bôi dầu dể giữ đến bàn ren không xẩy ra trượt. Sau khi tra dầu vào mặt tối ưu và liên tiếp quay như khi giảm ta rô.Kẹp phôi vào ê đánh để làm thế nào cho chiều cao của phôi nho lên khỏi khía cạnh ê tô tính cả đoạn ren định cắt từ 15 ÷ 20 mm. Ðặt bàn ren sẽ lắp vào tay tảo lên dầu mút của phôi sao để cho mặt dầu của bàn ren vuông góc cùng với đường trung ương vật.Khi cắt ren ống tín đồ ta đính ống ở trong phần nằm ngang, lưu lại điểm cuối của ren hoặc kẹp ống bé dại ra chiều dài bằng chiều nhiều năm đoạn ren phải gia công.Với con đường kính các ống lớn buộc phải cắt 3 ÷4 lần với sau các lần cắt đề xuất lau không bẩn phôi trên mặt phẳng ren vừa cắt và bàn ren.2. Phương pháp cắt ren bởi tay
Gác chi tiết đã gia công lỗ dể luôn tiện ren, vào ê tôKhi cắt hết chiều nhiều năm ren, cù nguợc lại dể tháo dỡ ta rô. Boi dầu đến ta rô số 2 cùng số 3 cùng lần luợt dua vào vào lỗ, vặn vẹo cho duờng cắt của ta rô an dúng vào duờng ren, lúc khi new lắp tay tảo và tiếp tục cắt ren.Nếu cù ta rô thấy nặng vận động khi khan, đề xuất lấy ta rô ra nhằm tìm nguyên nhân. Có thể do răng ta rô bị cùn hoặc bị kẹt vào phôi. Khi cắt những lỗ sâu, trong quy trình cắt yêu cầu tháo ta rô ra 2 mang đến 3 lần dể làm sạch phôi tránh hiện tượng kẹt gãy ta rô hay có tác dụng hỏng ren trong lỗ sân.Ðặt ta rô thô vào cụ thể đó, tay trái ấn dịu ta rô, tay phải cẩn thận quay tay về phái phải cho tới khi ta rô cắt vào kim loại ở trong phần đúng cầm tay quay bằng hai tay, cứ tảo thuận 1 ÷ 2 vòng xoay ngược quay lại ¼ vòng để mang phôi ra va làm nhẹ quá trình cắt trong quá trình cắt ren với nhớ phải liên tiếp tra dầu dung dịch trơn để ren được bóng.
Bảng tra mũi khoan cùng taro thường
Loại mũi khoan taro hay này là mũi khoan thịnh hành ở nước ta và được thu mua nhiều khi không còn sử dụng nữa. Mức giá thu tải cũ trung bình 380.000đ – 550.000đ tùy mẫu hàng. Vậy bắt buộc khi không hề sử dụng nữa bạn cũng có thể bán nói cho công ty thu thiết lập mũi khoan hợp kim với giá bán khá cao. độc nhất vô nhị là tại TPHCM dịch vụ thu tải phế liệu phát triển khỏe mạnh hơn với giá thu cài đặt cao hơn những nơi khác.
Xem thêm: Cô Gái Vượt Ngàn Dặm Xa Tỏ Tình Phí Ngọc Hưng Và Đỗ Thị Định
Trước đó, hãy cùng chúng tôi tìm hiểu chi tiết về bảng tra mũi khoan và taro hay nhé
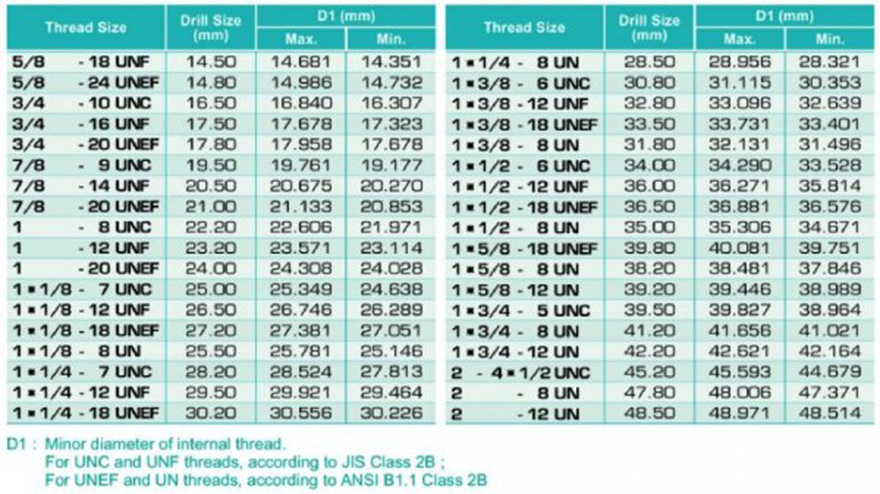
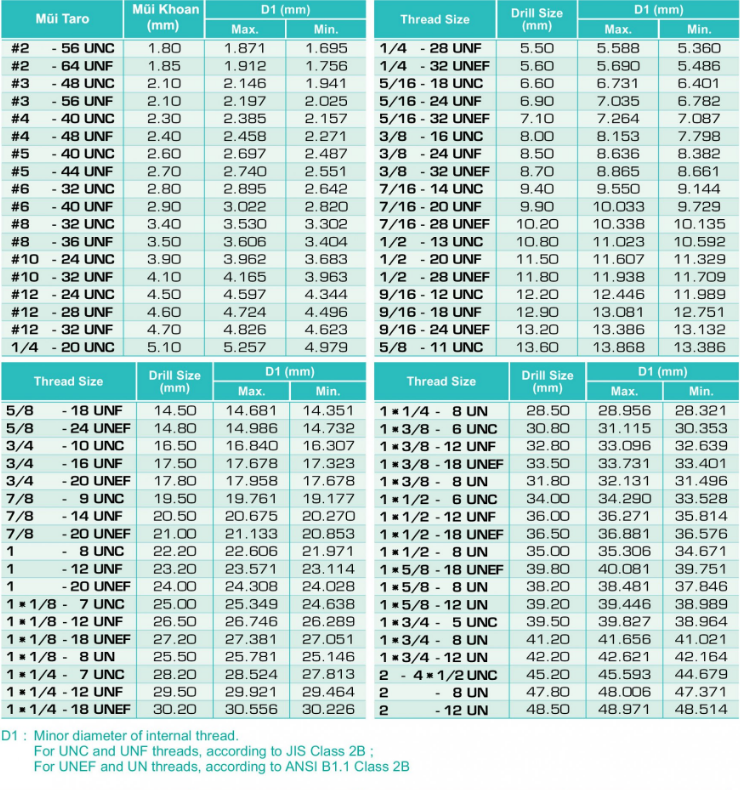
Bảng tra mũi khoan và taro hệ inch
Mũi taro hệ inch ở việt nam là không phổ cập do đó nó gây trở ngại cho bài toán chọn mũi khoan để taro ren hệ inch. Tiếp sau đây công ty sở hữu mũi khoan, mua kim loại tổng hợp phế liệu Việt Đức sẽ giới thiệu đến các bạn bảng tra mũi khoan cùng taro hệ inch
Bảng giá mũi taro hiện nay tại công ty mua mũi taro cũ Việt Đức
Công ty phế truất liệu Việt Đức chuyên thiết lập phế liệu thích hợp kim, mũi khoan, thép gió, mũi taro, carbide cũ giá chỉ cao… đề xuất trong quy trình mau bán, công ty chúng tôi nhận được những sản phẩm còn new nguyên với mức giá trị >95%. Shop chúng tôi thanh lý chúng với cái giá phế liệu, nếu bạn muốn có thể liên hệ shop chúng tôi để cài hàng.
Mọi bỏ ra tiết bạn có thể liên hệ công ty qua thông tin sau: